





Tool Monitoring System for CNC Machining | TMAC

Optimize Machine Tool Cutting Performance
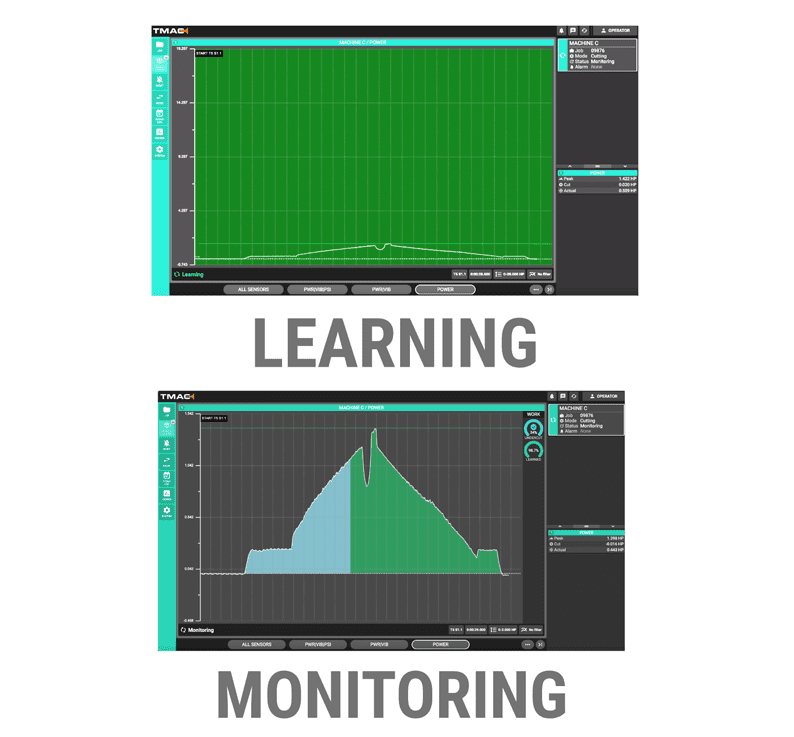
Caron Engineering's TMAC tool monitoring system enhances cutting operations with high-precision sensors, a high-speed data processor, and an intuitive human-machine interface (HMI). The HMI visually displays each cut and the wear status of every tool in real-time, empowering users with immediate control over their cutting processes.
The TMAC system's dedicated high-speed processor seamlessly coordinates communication between the tool monitoring system, sensors, and CNC control. Its robust capabilities enable the simultaneous monitoring of multiple sensors, making it ideal for managing complex machining operations and delivering rapid responses to any deviations in cutting conditions.
Optimize your cutting programs, maximize tool life, and reduce cycle time with Caron Engineering's TMAC (Tool Monitoring Adaptive Control) System for CNC Machining!
By using the learned cutting data and defining thresholds, the TMAC tool monitoring system will calculate tool wear during cutting and automatically expire a tool when excessive wear is detected or issue a signal within 5 milliseconds to stop the machine and retract the tool in the event of breakage. By accurately monitoring tool wear in real-time you can prevent unplanned equipment downtime and stop potentially catastrophic events in their tracks.
This real-time control is ideal for achieving lighter and unattended operations.
Tool Wear and Breakage Detection
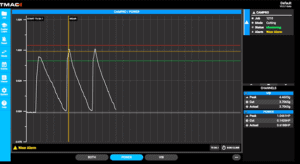
TMAC calculates power over time or work of the cutting tool as a more accurate measurement of how the tool is wearing over time
TMAC measures tool wear and detects breakage by monitoring true spindle motor power. TMAC operates on the principle that the power required to cut a part increases as the tool’s cutting edges deteriorate. TMAC learns the optimum power for each tool and cutting section, and compares it to the user-defined limits to calculate wear in real-time as the tool is cutting.
Enhanced Capabilities that Set TMAC Apart:
- Monitors and reacts to tool wear in real-time
- Uses multi-range sensors with auto-scaling display sensitivity
- Prevents tool breakage and lowers scrap rate
- Reduces the cost of consumable tooling
- Integrates with nearly any CNC and control type
- Provides valuable information about the cutting process
- Shows real-time data graphing as the tools are cutting
- Stops the machine and retracts tooling instantly in the event of tool breakage or any extreme condition (see video)
Adaptive Control Feed Rate Optimization
CNC machines are often programmed with conservative feed rates to account for the worst-case machining and material conditions, sacrificing efficiency for safety. With integrated adaptive control, TMAC continuously monitors spindle load and dynamically adjusts feed rates in real time—optimizing performance within predefined limits as cutting conditions change.
By learning the ideal power level for each tool and operation, TMAC maintains a consistent tool load throughout the cut. It automatically increases feed rates during low-power cuts and reduces them during high-power cuts or as tool wear progresses. This real-time adjustment maximizes cutting efficiency, minimizes cycle time, and protects your equipment from excessive load or catastrophic failure—without any operator intervention.
See how adaptive control technology works to automatically optimize feed rates during cutting!
The result? Decreased cycle time, longer cutter life, and more machine uptime, especially with difficult to machine materials.

- Typical cycle time savings of 20 – 60%
- Allows tools to run at optimum feed rates
- Adjusts to variations in material, tooling, and depth of cut
- Excellent for unattended/lights-out operation
- Adjusts feed rates smoothly versus CAD/CAM programs that can only adjust per line in the program
- Calculates tooth pass frequency to adapt to low RPM cutters
Sensors and Components
TMAC uses a dedicated high-speed data processor and has multiple integrated sensor options for total machine condition monitoring.
- TMAC 3-Phase multi-range power transducers measure the power load on the tool to determine wear
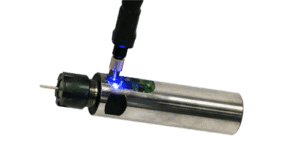
- Strain sensors embedded in a tool holder to measure force.
- Vibration sensors are capable of measuring vibration to 22 KHZ, with adjustable sensitivity. Vibration sensors also include a built-in temperature sensor.
- Other peripheral sensors can be installed and monitored by TMAC including spindle speed, coolant flow, and coolant pressure
- GE P11TF12 Compliant






System Features
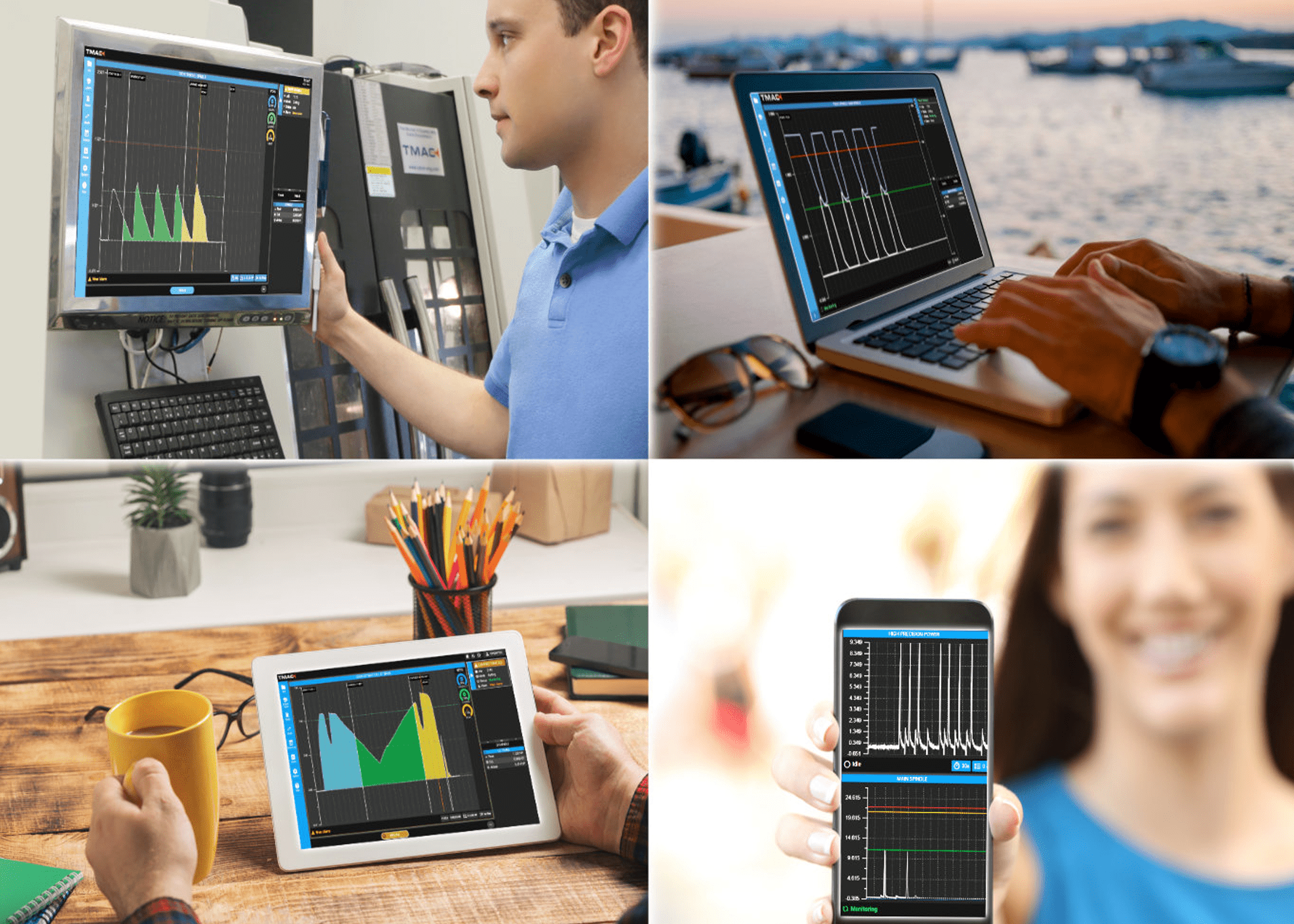
The TMAC Tool Monitoring Adaptive Control system features an intuitive user interface that simplifies the complexity of advanced tool monitoring and adaptive control. Users can fully customize their interface views to suit specific applications, machines, or processes.
For added flexibility, the TMAC interface can be accessed locally at the machine or connected to your internal network for remote access from any connected device—including smartphones and tablets. This optional, secure browser-based interface enables real-time monitoring of all TMAC systems simultaneously, safeguarded by robust, systemized security protocols to ensure safe and reliable connectivity.
Multiple sensor channels can be monitored simultaneously!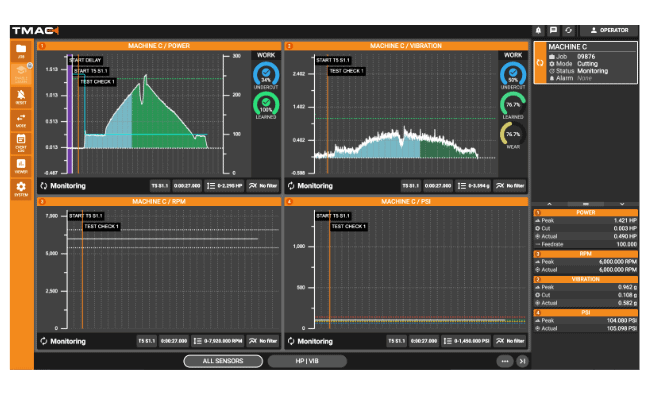
For instance, you can monitor power, vibration and coolant for a specific tool and section at the same time, and have unique limits for each sensor and channel.
- Create multiple custom views to look at monitoring data in different ways
- View up to 4 monitoring channels in a single view
- Toggle between custom views with the touch of a button
- Change background color to easily identify TMAC system

What Else Can TMAC Do?

Spindle Bearing Analysis
A vibration sensor can be attached to the spindle, and hardwired directly to the TMAC tool monitoring system, with the bearing analysis initiated in the CNC part program. Spindle bearing analysis analyzes the vibration signal for acceleration to detect the health of the bearings and analyzes the velocity to detect any signs of misalignment, imbalance, or looseness that could result in defective parts or equipment damage.

Signature Analysis
The signature analysis feature in TMAC enables precise monitoring of cutting forces experienced by tooling along the exact path of a cut. This advanced capability is especially valuable for constant surface speed cutting operations, such as turning and facing on a CNC lathe, where the material diameter changes continuously.
Data Analysis
TMAC saves and records all cutting data in a singular place, providing an intuitive interface with multiple different viewing options. The TMAC Data Viewer displays monitored data and events that can be manipulated to different formats, cutting data files that can be overlaid to provide comparative analysis, and CNC positional information to allow user inspection of CNC axis positions or spindle RPMs. TMAC Event Viewer catalogs and displays critical event data like starts, stops, alarms, or custom points in the cutting operation. As a browser-based user interface, anyone connected to the integrated network can remotely view the data obtained through the tool monitoring system. This data allows the user to interrogate specific areas of the cut to look at anomalies in the normal cutting operation. If a tool uses inconsistent power over the same cut, the user can overlay these cuts to see what is causing any anomaly. This information can also give TMAC users insight into tool life comparison between different tooling vendors and regrinds.
TMAC Data Viewer

View the details of any cut, with pan and zoom options for a closer look!
- All monitored data and events are stored and can be exported in various formats for analysis
- Data files can be opened simultaneously to view graphical differences
- Cutting data files can be overlaid to compare cuts
- CNC position data allows the user to inspect the CNC axis positions, program line number, and spindle RPM to interrogate alarms and anomalies at any point in the cut
TMAC Event Viewer

Apply custom filters to view, sort, and export events for analysis.
- Displays detailed information for all events (starts, stops, alarms, etc.)
- Custom events can be created to call out specific points in the cutting operation
- Users can apply custom filters to view, sort, and export events for analysis
Production Monitoring Integration


TMAC ai, a collaboration between, Datanomix, and Caron Engineering, continuously analyzes sensor data from each cut, generating adaptive models that pinpoint out-of-tolerance conditions with exceptional precision. Learn more...


OnTakt Software from Wolfram Manufacturing Technologies enables machine shops of all sizes to easily connect machines in a single dashboard to capture TMAC data, visualize operations, and react on the shop floor. Learn more...
All Caron Engineering products include the MTConnect protocol communications which allows us to provide meaningful data to any supervisory software, for real-time data sharing.