





Caron Engineering has added in-process surface roughness measurement to the suite of applications for their DTect-IT product.
DTect-IT is a versatile CNC sensor analysis system that takes in data from a multitude of high-precision sensors. The surface roughness measurement application uses the Blum-Novotest TC64 RG Digilog Probe as the sensor input in DTect-IT to analyze the surface of a part. 
Surface roughness measurement verifies the surface finish result of the machined part. The ability to have automated in-machine surface roughness measurement gives manufacturers the fast capability to measure every part for optimum finish. This technology also gives insight to cutter health by looking at the surface finish each time a tool cuts.
For the analysis, the CNC program scans the surface of a part with the probe stylus. The TC64 probe uses a 10um radius tip to provide high-resolution scanning. The DTect-IT software collects the scanned data from the probe, and using NIST traceable algorithms, calculates the surface roughness.
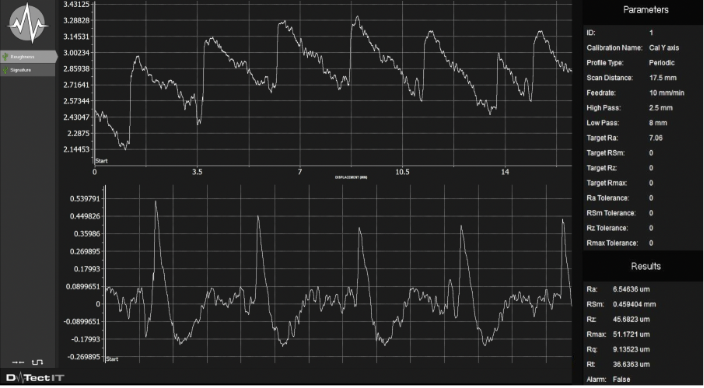
The roughness report is displayed on the DTect-IT HMI (Human Machine Interface) immediately following the probe scan. DTect-IT handles all required filtering and allows the user to set scanning parameters based on the type of surface finish being measured. Results can be metric or imperial and include Ra, Rz, Rsm and Rmax.
“Before this technology became available, the only way to measure surface finish was to remove the part and use a special surface roughness gauge which proved both time-consuming and challenging to accurately measure all surfaces of the part. This new technology allows in-machine measurement, and because the probe can be oriented to any angle, it can scan any surface the machine can access”, said Rob Caron, President of Caron Engineering.