





DTect-IT Maintains Part Accuracy with Very Tight Tolerances
| Industry: | Medical |
| Machine: | Small VMC |
| Tooling: | Standard |
Challenge
The customer was robot loading long cylindrical parts into a rotary table collet on a vertical mill. They had a very tight tolerance to hold, so the position of the part in the collet was critical. The robot was not able to hold the position close enough (+/- 0.0003” tolerance) so they were looking for a way to measure the part after it was clamped in the collet.
The cycle time was very short, so probing was ruled out. They had the idea of using a Keyence Digital Contact Sensor to measure the deviation from nominal and adjust the cutting program.
Solution
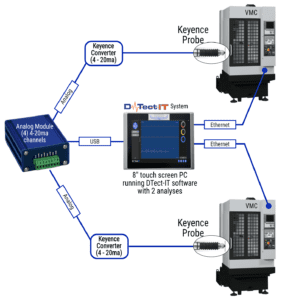
Caron Engineering’s sensor and software monitoring suite (DTect-IT) has an analog sensor option to easily connect and monitor any sensor with a 4-20ma signal, and up to four sensors can connect to a single analog module.
The customer implemented DTect-IT to read the analog output of the Keyence Digital Contact Sensor mounted in the machine. With the analog module, the 4-20ma signal from the sensor can be converted to distance in inches or millimeters. Using the displacement unit conversion, this scale can be displayed on the DTect-IT analysis screen.
DTect-IT can communicate to multiple CNC controls simultaneously, and separate analyses can be created for each CNC. A single DTect-IT with one analog module can communicate with up to four machines.
This allowed the customer to set up a limit analysis with DTect-IT for each sensor to identify parameters for deviation and communicate the results to the respective CNC control. This deviation is used to adjust the program position. If deviation limits are exceeded or not reached, DTect-IT will automatically set an alarm in a variable in the machine to signify the alarm condition. This required no operator intervention after setup.
The program flow is as follows:
1.) The robot loads a new part in the collet of the rotary table
2.) The machine program confirms load complete and closes the collet
3.) The machine sets variable to start DTect-IT analysis
4.) DTect-IT updates a variable with the current part displacement
5.) The program is adjusted by the value in the variable
6.) DTect-IT analysis is stopped
7.) Part is machined
Results
- Improved part quality and consistency
- The overall part accuracy is within the 0.0003” tolerance
- No additional cycle time was added using this in-process measuring

DTect-IT monitoring the
displacement of the Keyence
Digital Contact Sensor